
Fasco Boeki Co.,Ltd.
HUCK bolt
Welding Hack bolt replacement example (for reference)

Welding ⇒Hack bolt replacement example 2 (reference)

Methods to increase tensile strength in friction bonding:
Part 1: Increase in coefficient of friction ⇒ Application of zinc-rich paint μ = 0.40 ..... If you still have zinc-rich paint?
In buildings such as buildings, the joint surface is purposely rusted, and the coefficient of friction μ is 0.45 or more.
Part 2: Increase in the coefficient of friction Hardened, jagged iron plate (with μ = 1.0 or more)
Part 3: Increase in the coefficient of friction ⇒ Increase the coefficient of friction of the steel plate interface by shot blasting. μ = 0.40 to
Part 4: Increase in the number of friction faces ⇒ In the figure above, two friction faces were used. It will be complicated, but technically it can even be a few.
Part 5: Increase in the number of bolts ⇒ The above figure shows 1 bolt for 2 friction surfaces. If it is two, it is simply twice as strong.
Calculation example above: In two-face friction (in the case of one bolt on one side, the above example: Fyc = 7.31 kN)
Part 1: Fyc = 1 x μ x N x 1/n x 2surface = 1 x 0.40 x 32.9 kN x 1 / 1.8 x 2 14. 14.62 kN
Red rusted surface coefficient of friction μ = 0.45 1 1 x 0.45 x 32.9 kN x 1 / 1.8 x 2 16. 16.45 kN
Part 2: In the case of jagged plate μ = 1.0 ⇒ 1 x 1.0 x 32.9 kN x 1 / 1.8 x 2 32.56 kN
In the case of shot blast μ = 0.40 40 1 x 0.40 x 32.9 kN x 1 / 1.8 x 2 14. 14.62 kN
Part 4: When the friction surface is 4 μ = 0.20 1 1 x 0.20 x 32.9 kN x 1 / 1.8 x 4 14. 14.62 kN
Number 5: The number of bolts increases to two each 2x 0.20 x 32.9 kN x 1 / 1.8 x 2 14. 14.62 kN
Part 6: A combination of the above.
As you can see from the above calculation example, increasing the coefficient of friction on the surface has the same effect as increasing the number of bolts.
However, it is important to secure the coefficient of friction stably.
Also, if there are two friction surfaces, the strength can be doubled without increasing the material so much.

Welding ⇒Hack bolt replacement example 3 (reference)
Fillet welding left and right two places
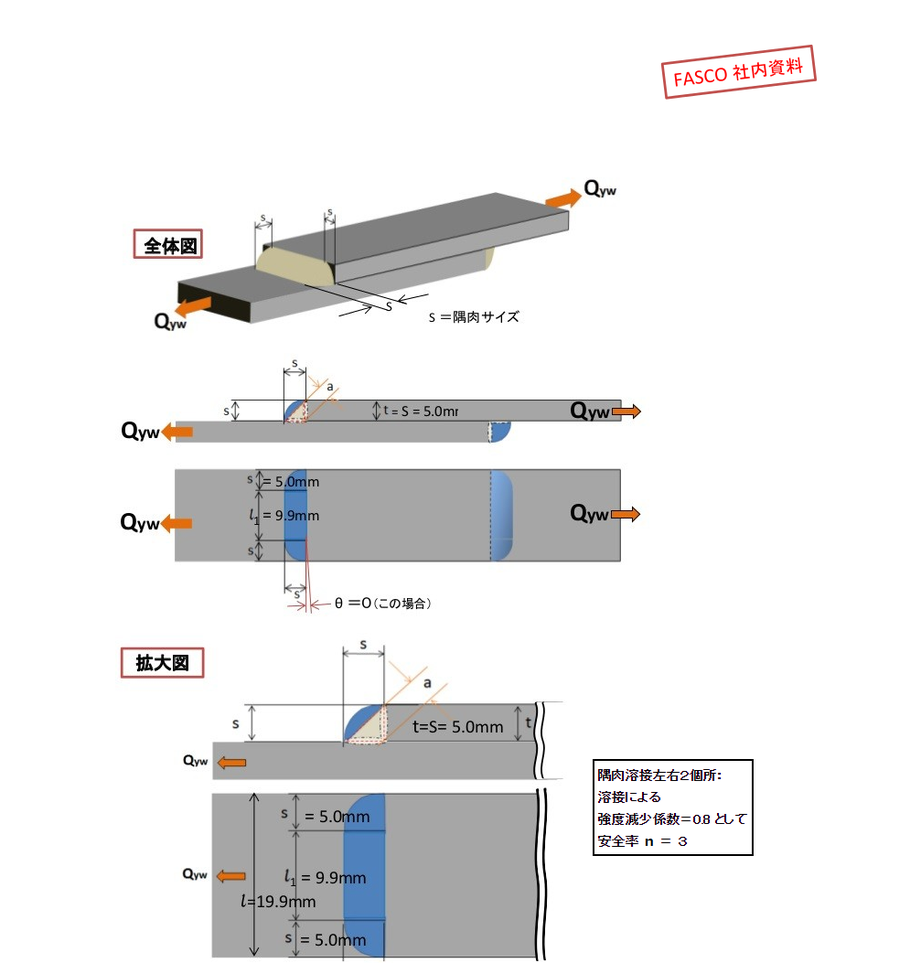
Strength reduction coefficient = 0.8, safety factor n = 3, welding joint angle θ = 0, welding area = A (= (l-2S) x a), a = t / 2 2
Qyw = 0.8 x 1 / n x (1 + 0.4 x cos θ) x A (= (l-2S) x a) x Fy / 3 3 x 2 places
= 0.8 x 1/3 x (1 + 0.4 x cos 0) x (19.9-2 x 5.0) x 5.0 / 2 2 x 245/3 3 x 2 places
= 0.8 x 1/3 x 1.4 x 9.9 x 5.0 / √2 x 245 / √3 x 2 = 3.70 kN
Welding ⇒Hack bolt replacement example 5 (reference)
Side fillet welding left and right 2 places

(Brightness welding left and right two places: Strength reduction coefficient by welding = 0.8, safety factor n = 3)
Strength reduction coefficient = 0.8, safety factor n = 3, welding area = A (= (l-2S) x a), a = t / 2 2, yield strength = 245N / mm2
Qyw = 0.8 x 1 / n x A (= (l-2S) x a) x Fy / 3 3 x 2 places
= 0.8 x 1/3 x (23.8-2 x 5.0) x 5.0 / 2 2 x 245/3 3 x 2 locations
= 0.8 x 1/3 x 13.8 x 5.0 / √2 x 245 / √3 x 2 = 3.68 kN
[Hold bolt (bolt up) proposal for weldment]

